Samedi matin, 8h. J’ouvre le capot de mon Elegoo Saturn, plein d’espoir. Et là, je découvre un amas de résine à moitié durcie collé au film FEP, pendant que mon modèle flotte lamentablement dans le bac. Bienvenue dans le monde merveilleux de l’impression résine.
Si tu débutes en impression 3D résine — ou même si tu pratiques depuis un moment — tu as forcément connu ce genre de déconvenue. Cet article passe en revue les problèmes et les solutions les plus courantes des impressions résine 3D, pour que tu perdes moins de temps, moins de résine et moins de cheveux.
EN BREF
L’impression résine 3D offre une précision redoutable, mais elle est très sensible aux réglages, à l’environnement et à l’entretien. Les échecs les plus fréquents viennent d’une mauvaise adhérence au plateau, de supports insuffisants, d’une exposition mal calibrée ou d’un entretien négligé. Cet article te donne les solutions concrètes pour chaque problème, point par point.
Quand la pièce refuse de coller au plateau
C’est probablement le problème numéro un en impression résine. Tu lances un print, tu reviens une heure plus tard, et ta pièce s’est décollée du plateau dès les premières couches. Résultat : un blob de résine durcie qui flotte dans le bac.
Les causes sont souvent simples. Un plateau mal calibré, une plaque trop lisse ou sale, un temps d’exposition des premières couches trop court. Et un facteur qu’on oublie souvent : la température de la résine. Trop froide, elle devient visqueuse et accroche mal.
Concrètement, ça veut dire quoi ? Ça veut dire qu’avant chaque session, tu dois recalibrer ton plateau selon la procédure du fabricant, nettoyer ta plaque à l’alcool isopropylique (un petit coup de ponçage fin ne fait pas de mal non plus) et t’assurer que ta résine est à température ambiante — idéalement entre 20 et 25 °C. Si tes premières couches lâchent encore, augmente leur temps d’exposition de quelques secondes. Souvent, ça suffit.
La délamination : quand les couches se séparent
Tu récupères ta pièce et tu vois des craquements, des fissures horizontales, voire des morceaux qui se détachent par couches. C’est la délamination, et c’est frustrant parce que la pièce avait l’air de bien partir.
En général, le coupable c’est un temps d’exposition mal réglé. Des couches normales sous-exposées ne polymérisent pas assez pour se souder entre elles. À l’inverse, des couches de base sur-exposées deviennent trop rigides et créent un point de rupture. Ajoute à ça une vitesse de levage trop rapide, et tu obtiens des tensions mécaniques que la pièce ne supporte pas.
La solution : augmente légèrement l’exposition des couches normales, réduis celle des couches de base, et ralentis la vitesse de levage. Pense aussi à vérifier ton film FEP — s’il est rayé ou couvert de résine séchée, ça perturbe le décollement de chaque couche et aggrave le problème.
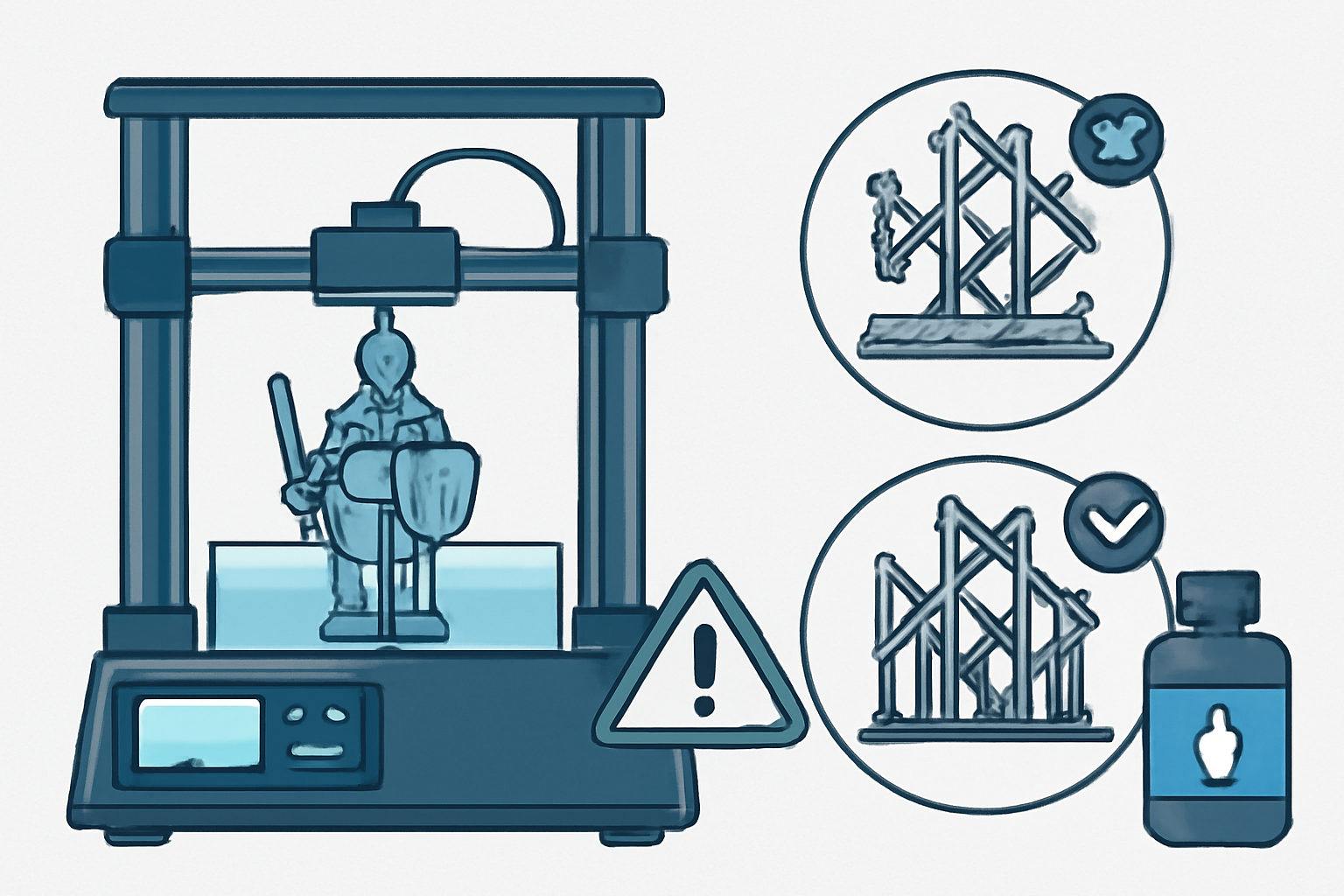
Des supports qui ne supportent rien
J’ai longtemps fait confiance au placement automatique des supports dans mon slicer. Jusqu’au jour où j’ai imprimé une pièce technique pour un collègue au labo, et toute la partie en surplomb s’est effondrée parce que le logiciel avait décidé que trois petits piliers suffiraient (spoiler : non).
Des supports trop fins, mal placés ou en nombre insuffisant, c’est la garantie de zones manquantes ou de pièces effondrées. Et le type de support compte aussi : un support en arbre, c’est élégant, mais parfois une bonne vieille grille dense est plus fiable pour les zones critiques.
Mon conseil : ne te repose pas uniquement sur l’auto-support. Passe en mode manuel, identifie les zones fragiles et les surplombs importants, et ajoute des supports là où ça compte. Augmente leur épaisseur si la pièce est lourde ou complexe. Ça prend cinq minutes de plus dans le slicer, ça peut t’économiser des heures de réimpression.
L’effet peau d’orange et les défauts de surface
Tu attendais une surface lisse et brillante, tu obtiens un rendu granuleux qui ressemble à une peau d’agrume. C’est rageant, surtout sur une figurine ou une pièce visible.
Les causes sont multiples : sur-exposition ou sous-exposition, résine contaminée par des particules, vitesse de levage trop élevée qui perturbe l’adhésion entre les couches. Parfois, c’est simplement de la poussière dans le bac.
Pour obtenir un fini propre, filtre ta résine avant chaque impression avec un tamis fin. Garde ton espace de travail aussi propre que possible (je sais, c’est plus facile à dire qu’à faire dans un garage). Et ajuste ton exposition par petits incréments — chaque résine a son sweet spot, et il faut le trouver en testant.
Trous, cavités et zones fantômes
Tu imprimes une pièce creuse, et au post-traitement tu découvres des trous non prévus ou des parois manquantes. C’est souvent lié à une sous-exposition localisée, des parois trop fines dans le slicer, ou des bulles d’air piégées dans la résine.
Un truc que j’ai appris à la dure : si tu imprimes en creux, ajoute toujours des trous de drainage. Sans ça, la résine liquide reste piégée à l’intérieur, et tu te retrouves avec des poches qui fragilisent la pièce — ou pire, qui suintent des jours plus tard (oui, j’ai vraiment vécu ça). Mélange bien ta résine avant de lancer le print, doucement, pour faire remonter les bulles sans en créer de nouvelles. Et épaissir un peu les parois dans le slicer ne coûte rien en temps mais change tout en solidité.
Orientation et surcharge du plateau
On est tous tentés de remplir le plateau au maximum pour gagner du temps. Sauf que surcharger la zone d’impression augmente les forces de traction sur le film FEP à chaque levée, et ça multiplie les risques d’échec.
L’orientation du modèle est aussi un facteur critique. Poser une pièce à plat sur le plateau, c’est tentant, mais ça génère du warping et des lignes de couche bien visibles. Incline tes modèles à 30-45°, ça réduit les forces exercées lors du décollement et ça améliore le rendu de surface. Et pense à varier les zones d’impression sur ton plateau pour ne pas user le film FEP toujours au même endroit.
Température et environnement : le facteur invisible
Au labo à Grenoble, on a la clim. Chez moi, dans le garage, en janvier, il fait 12 °C. Et à 12 °C, la résine se comporte comme du miel — elle ne coule pas, elle ne polymérise pas correctement, et les prints sont catastrophiques.
Maintiens ta zone d’impression entre 20 et 25 °C. Évite les courants d’air, les fenêtres ouvertes, les sources de chaleur directe. Un petit chauffage d’appoint dans un espace clos, ça change tout. C’est un investissement ridicule par rapport au prix de la résine gaspillée.
Une anecdote : le jour où j’ai imprimé une attelle sur mesure pour mon chien après une entorse, j’ai dû m’y reprendre à trois fois parce que mon garage était trop froid. Le résultat final était impeccable, et mon véto m’a demandé si je pouvais lui en faire d’autres pour ses patients à quatre pattes. Comme quoi, la persévérance paie.
Les erreurs à éviter
Ne néglige jamais l’entretien de ton matériel. Un film FEP rayé ou opaque, c’est un échec assuré à court terme. Un écran LCD sale transmet mal la lumière UV et crée des zones de sous-exposition. Une résine non filtrée après un échec contient des morceaux durcis qui vont saboter le print suivant.
Après chaque session, nettoie ton plateau, ton bac et ton écran. Inspecte le film régulièrement et remplace-le dès qu’il montre des signes d’usure. Filtre ta résine systématiquement après un échec. Ce sont des gestes simples qui prennent cinq minutes et qui font la différence entre une machine fiable et une source de frustration permanente.
Et surtout : modifie un seul paramètre à la fois. Si tu changes l’exposition, la vitesse et l’orientation en même temps, tu ne sauras jamais ce qui a résolu le problème — ni ce qui l’a causé.
Conclusion
L’impression résine 3D, c’est une technologie incroyablement précise, mais qui pardonne peu les approximations. Les problèmes et les solutions les plus courantes des impressions résine 3D tournent toujours autour des mêmes fondamentaux : adhérence, supports, exposition, orientation, entretien et environnement.
Avant chaque print, fais ta checklist : résine filtrée, film vérifié, plateau calibré, supports vérifiés, exposition adaptée, température stable. Ça prend dix minutes, ça t’en économise des heures.
Le mot de la fin : l’impression résine, c’est pas sorcier, mais c’est exigeant. Sois méthodique, note tes réglages, et accepte que chaque raté est une leçon. Tu progresseras plus vite que tu ne le crois.
EN RÉSUMÉ
La majorité des échecs en impression résine viennent d’un réglage mal calibré, d’un entretien négligé ou d’un environnement instable. En adoptant une approche méthodique — un paramètre à la fois, une checklist avant chaque print — tu transformes une technologie capricieuse en outil fiable. Et si tu rates un print, pas de panique : on est tous passés par là.



Laisser un commentaire